

Flow
納品までの流れ
Flow
ご注文から納品まで
お引き合い
お客様からお問い合わせ頂き、ご注文内容について確認します。
- 図面はありますか?
- 模型はありますか?
- 製作個数は何個ですか? etc

御見積り
製作日数や支払方法、納品場所や金額について御見積りします。

受注
お客様からご注文頂き、製作がスタートします。

造型工程
御支給頂いた模型、または弊社で手配した模型を使用して造型を行います。
弊社はフラン樹脂を使用したフラン自硬性鋳型です。

被せ工程
鋳型に塗型や中子をセットし、上型と下型を合わせます。

溶解工程
鉄スクラップや銑鉄を溶かして指定の材質の溶湯を作ります。
【対応材質】
片状黒鉛鋳鉄:FC200~FC350
球状黒鉛鋳鉄:FCD400~FCD600
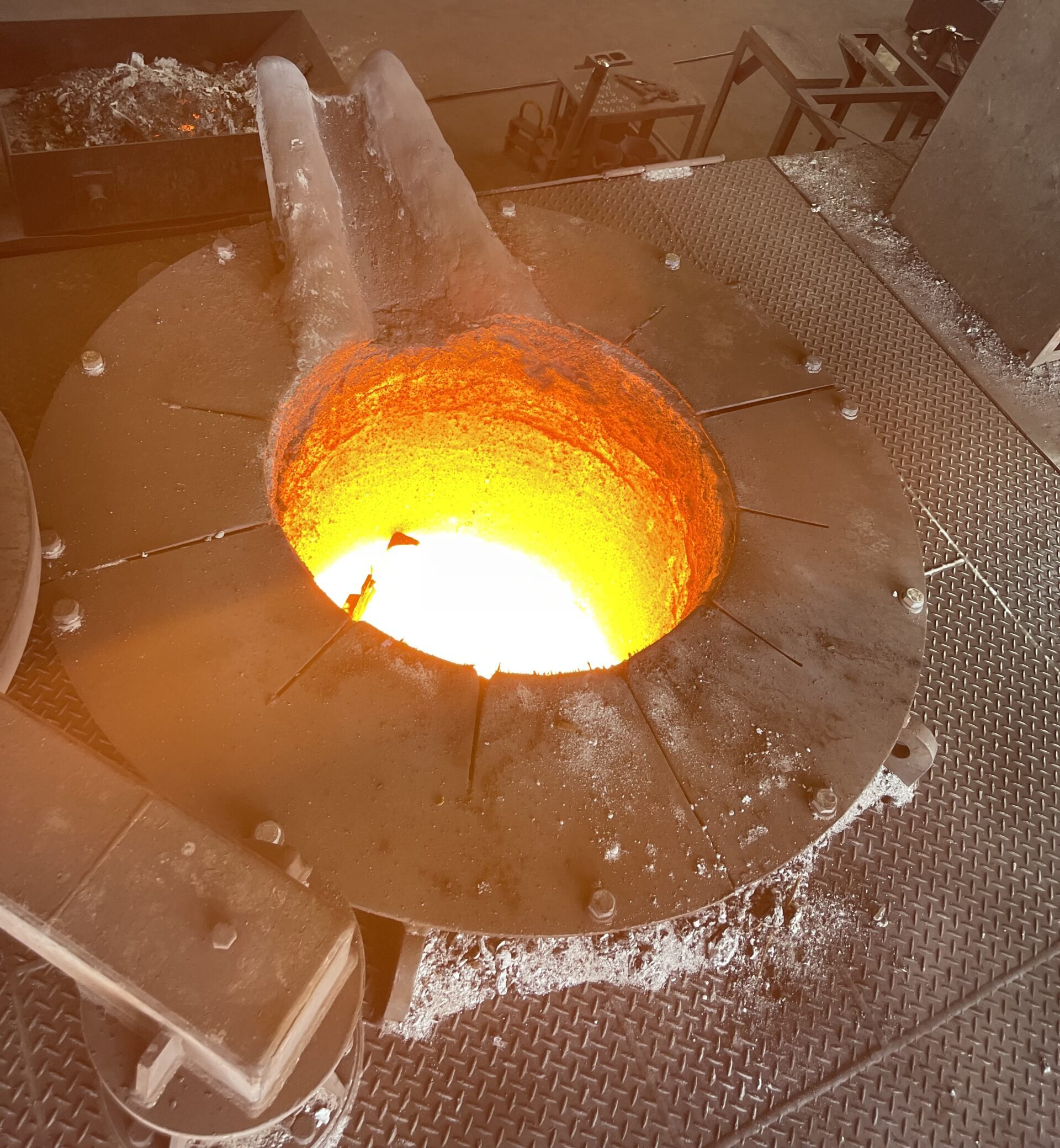
注湯工程
注湯の準備をした鋳型に溶湯を流しこみます。
注湯温度は製品形状によって個々に設定されており、1300℃~1450℃の温度で注湯されます。

解枠工程
注湯後の翌日以降に鋳型から製品を取り出します。
2tを超えるような製品については冷めづらい為、2日以上鋳型の中に置いておく場合もあります。
急冷すると硬くなってしまう為です。

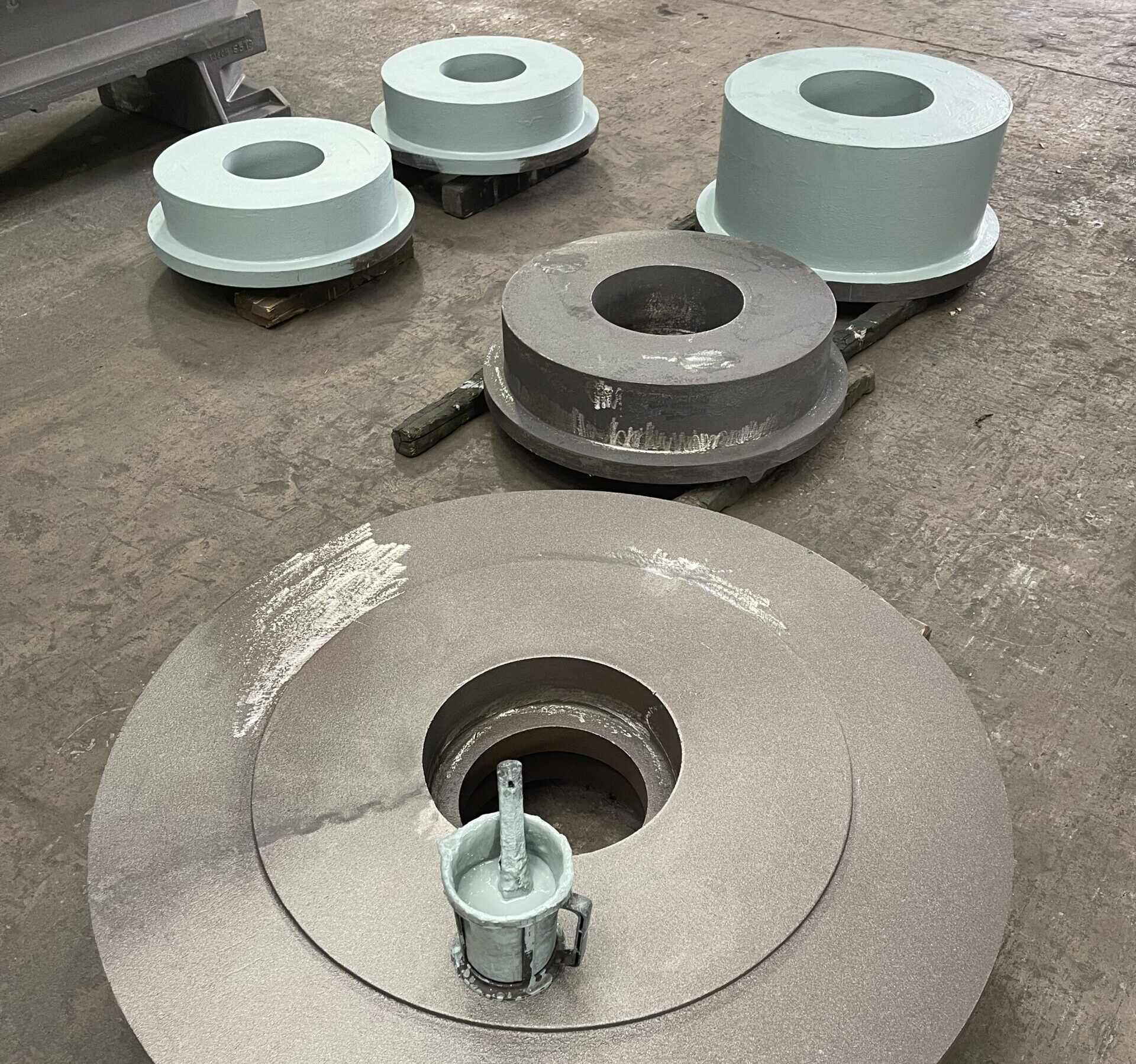
仕上げ(ハツリ)工程
ショットブラストおよび仕上げ(ハツリ)を行い、製品に不要な箇所(バリなど)を削ります。
構内外注です。

検査工程
図面を使用して検査を行います。
外観検査、寸法検査、形状検査、超音波探傷(UT)など、材質や形状により検査項目を決め、実施します。
お客様からご指定のある場合も対応可能です。

塗装工程
お客様のご指定があった場合、塗装を行います。
塗装方法はエアレスユニットによるガン吹き塗装か刷毛塗り塗装です。
焼鈍処理のご指定がある場合は塗装前に焼鈍処理を行います。
出荷(納品)
自社トラックまたは手配した運送会社のトラックでご指定の場所に納品します。
製品の納品姿勢などご指定がある場合は事前にお伝えください。
